About Us
AAC Blocks Introduction
Autoclaved Aerated Concrete (AAC Blocks) is one of the eco – friendly and certified green building materials. AAC Blocks are porous, non-toxic, reusable, renewable and recyclable. Autoclaved Aerated Concrete, also known as AAC Blocks , is a lightweight, load-bearing, high insulating, durable building product, which is produced in a wide range of sizes and strengths. AAC offers incredible opportunities to increase building quality and at the same time reduce costs at the construction site. The Autoclaved Aerated Concrete material was invented by a Sweden Architect, Johan Axel Eriksson in 1924. It has become one of the most used building materials in Europe and is rapidly growing in many other countries around the world. AAC Blocks are produced out of a mix of quartz sand or pulverized fly ash, lime, cement, gypsum/anhydrite, water and Aluminum and is hardened by steam-curing in autoclaves. Due its excellent properties, AAC Block is used in many building constructions, such as in residential homes, commercial and industrial buildings, schools, hospitals, hotels and many other applications. AAC replaces clay bricks which are environmentally unsustainable. Being aerated, it contains 50 – 60 % of air, leading to light weight and low thermal conductivity. The characteristic of AAC is helpful in green housings and saves fertile lands and a solution for fly ash disposal.

ADVANTAGES OF Fusion AAC Blocks
AAC Blocks are made using slurry mix containing cement, sand, lime and aerating agent. The slurry is poured and moulded to form lightweight blocks, panels and lintels upon which are cured in autoclave. The high-pressure steam-curing mechanism in the autoclave facilitates the curing process of the moulded lightweight concrete, producing physically and chemically stable products that weigh about 1/3 of normal Red Clay bricks. AAC Blocks contain millions of tiny non-connecting air pockets yielding superior thermal insulation property. AAC products are typically installed to form walls, floors and roofs. AAC Blocks are becoming the preferred building products for constructing residential, hotel, industrial and public buildings because of its natural composition and non-toxic property, saves energy and environmental friendly. AAC Blocks possess the durability characteristics similar to normal concrete or stone, yet with workability better than wood.
Lightweight
Fusion AAC Blocks density is about one-third of that of normal Red Clay bricks, making it easily handled.
Thermal Comfort & Energy Saving
Fusion AAC Blocks excellent thermal insulation properties result in improved comfort level and saves heating and cooling costs.
Impact Resistant
Wall erected using 100 mm thick AAC products is classified as “Severe Duty” grade and able to withstand impact loads potentially resulting from rough usage.
Water Resistant
Fusion AAC contains millions of closed microscopic cells which strongly resist moisture from passing through.
Sound Resistant
Scientifically proven to provide better insulation to sound transmitted by air compared with other solid building materials.
Fire Resistant
More superior than traditional masonry for products with fire resistant up to 4 hours for a nominal block thickness of 100 mm.
Durable
History of usage dated more than 50 years protecting building envelopes and remain durable even under extreme weather conditions.
Cost-effective
Speed and ease of installation result in cost savings compared to traditional masonry construction.
Eco-friendly
Fusion AAC to help reduce at least 30% of environmental waste, decrease 50% of greenhouse radiation and over 60% integrated energy on the surface of brick.
Dimensional Accuracy
Fusion AAC Blocks and panels are manufactured under factory environment using state-of-the art modern machinery resulting in products with tighter dimensional tolerances.
Good Workability
Fusion AAC Blocks can be easily sawn, cut, carved, nailed or drilled using ordinary hand tools.
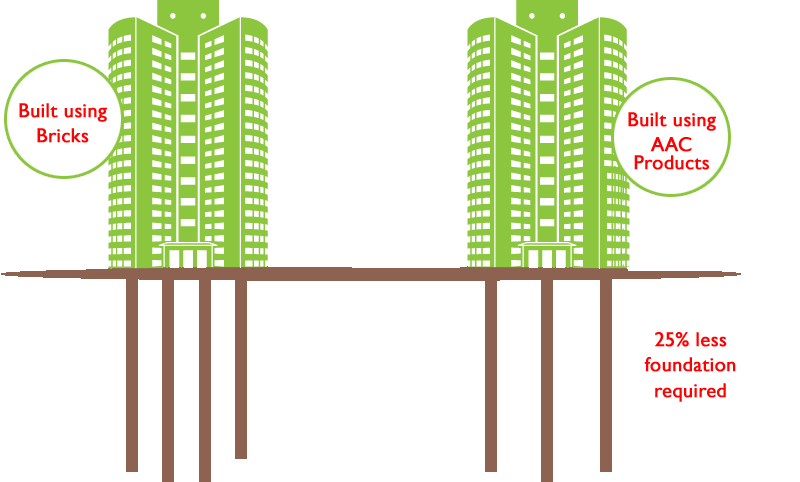
COST-SAVING BENEFITS

Save up to 25% of Foundation CostBrick vs AAC Block

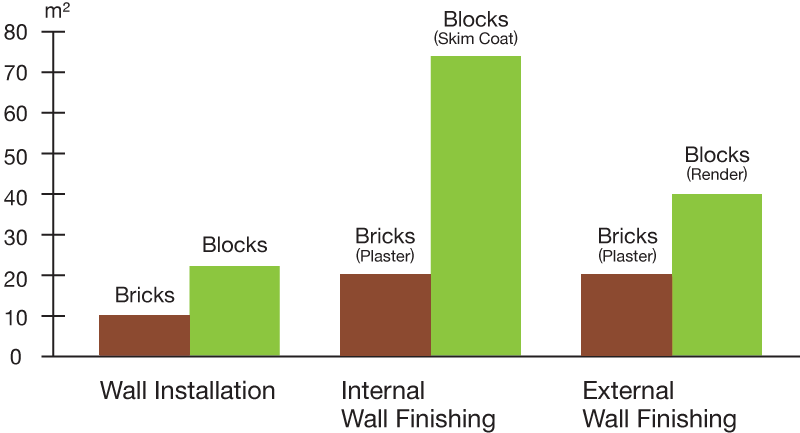
Wall Installation SpeedAAC Block vs Brick ( m2 /worker/ day )

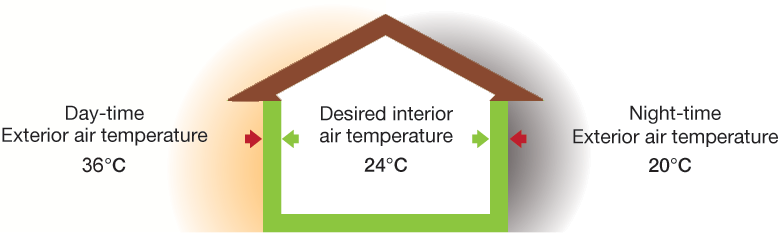
Thermal ControlHeat insulation 6 times superior than clay brick
FUSION PRODUCTION PROCESS
1. AAC Raw Materials Mixing and Mould Casting
Put the sand or fly-ash with water into a ball mill to produce sand slurry. Other dry materials (lime, cement, gypsum & additives) are transported to the silos located in the mixing tower. After mixing 3~4mins, using automatic scale system to do with the aluminum powder for maximum safety and dosing precision and then continue mixing 40s. Once weighed and dosed, the mixer ensures perfectly homogeneous distribution of raw materials in the mix. Once using the pouring mixer to cast the slurry into the freshly mould cleaned and oiled, the mixer is vibrated to eliminate air pockets to ensure the quality of end products.The whole cycle is 5~7min.
2. Reinforcement for panel( this step only for panel)
For the panel production line, a reinforcement station is installed. Before introducing the steel reinforcement in the mix, an assembled steel mesh (for partition panels) or ready cage (for reinforced panels and elements) is dipped into anti-corrosion treatment. After a mix is poured into a mould the reinforcement is immediately inserted into a mould. Precise AAC formula design and control over the cake rising process are especially important in panel production.The greatest advantage of AAC panel production in the Keda system is that it realize the automatic welding system for wire-mesh cages of panels without manual operations for welding work, the special circulatory system of saddle base and automatic packing system can reduce handling, cake cracks and other damages (mainly sticking) the element can suffer during the production process and also can save the plant area and labor costs .
3. Cake Cutting System and Auto claved Curing
After that, put the mould box into the curing room with 40~70℃. After 2-3 hours curing,the blocks become solid, using our special de-moulding crane to separates the cake from the mould and put the cake onto ferry car after 90 degree overturning to transport cutting zone. The cutting frame is made with oscillating and pneumatically spanned steel wires resulting in a precise cut. A recent innovation is design of sloping cross cutting machinery with strength steel wire fixed on the sloping main beams which can avoid the gravity cracking and realize the minimum cutting size of 50mm. After vertical cutting & cross cutting the cake turns into blocks (L ± 1mm ~ W ± 1mm ~ H ±1mm) 100% of the rest material is mixed with water and used in the next cycle.The curing car transports the cakes into autoclave with temperature 200℃ and steam pressure 1.2MPa, autoclaving cycle is 12hours. The tail steam of the autoclave will be recycled into other autoclaves and/or to pre-curing zone by pipe for completely utilization.
4. Automatic Packing System
In the unloading area an automatic system takes the complete white cake and one-by-one transfers it from the frame onto the pallet table. Elements are then automatically placed on the pallets and transported by a conveyor system to the quality inspection and sorting place. After this station the pallets are ready for final packaging e.g. stretch hood and eventually strapping.In a similar manner, reinforced wall, floor, roof panels and lintels can be packed and strapped automatically or manually. We have different packing line designs depending on the sales market.
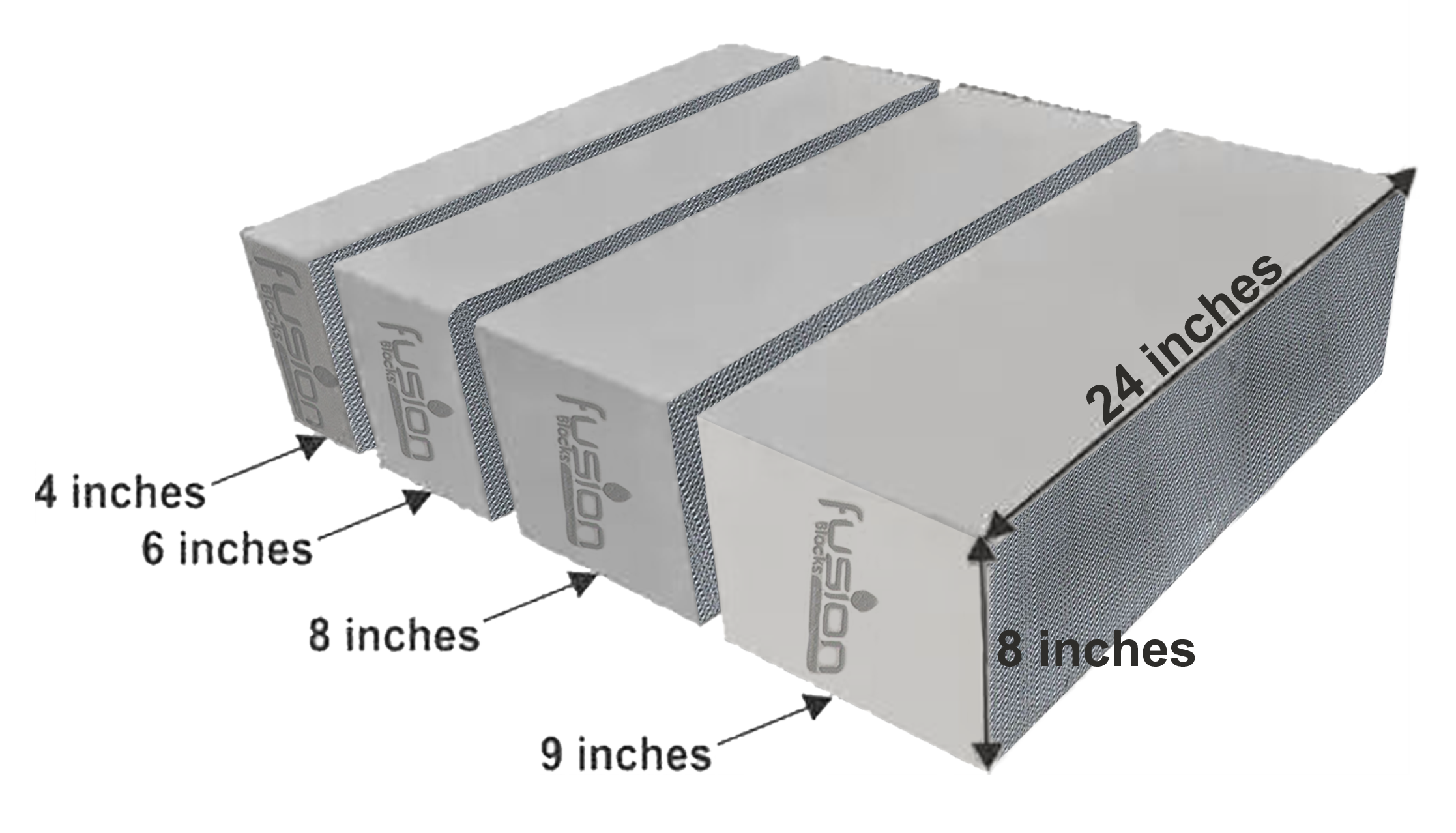
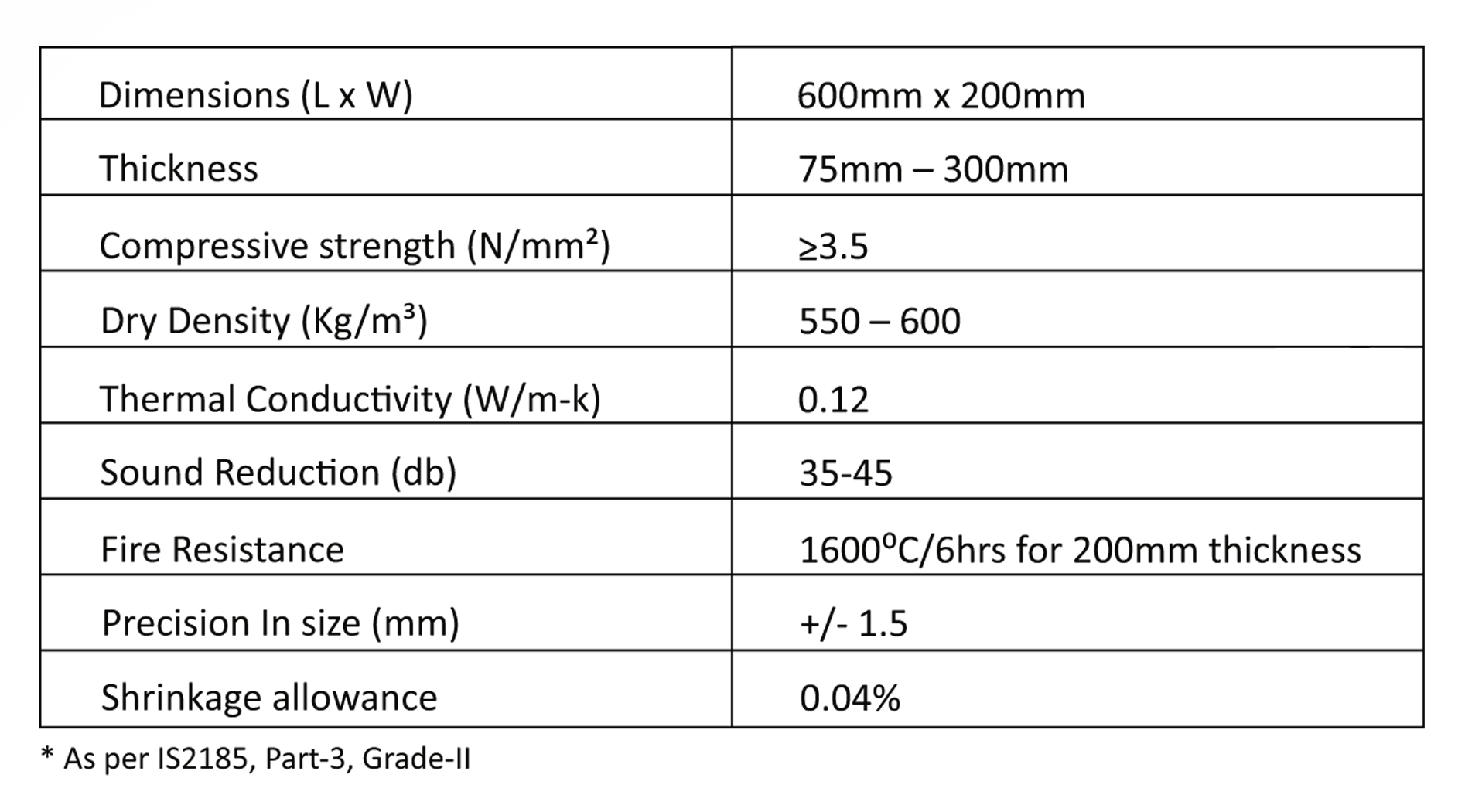
TECHNICAL SPECIFICATIONS
WHERE TO APPLY FUSION BLOCKS?
Autoclaved Aerated Concrete is ideal for load-bearing and non-load bearing applications. In addition, Fusion AAC products are suitable for various types of buildings such as:
- Residential Units
- Commercial Units
- Hospitals
- Factories
- Schools / Universities
- Hotels
- Shopping Malls
- Public Transport
- Intersection Buildings

© Copyright 2021 Fusion Mortar. All Rights Reserved